- Panoramica
- Descrizione del prodotto
- Applicazione
- Foto dettagliate
- Parametri del prodotto
- Profilo aziendale
- Imballaggio e spedizione
Informazioni di Base.
Descrizione del Prodotto
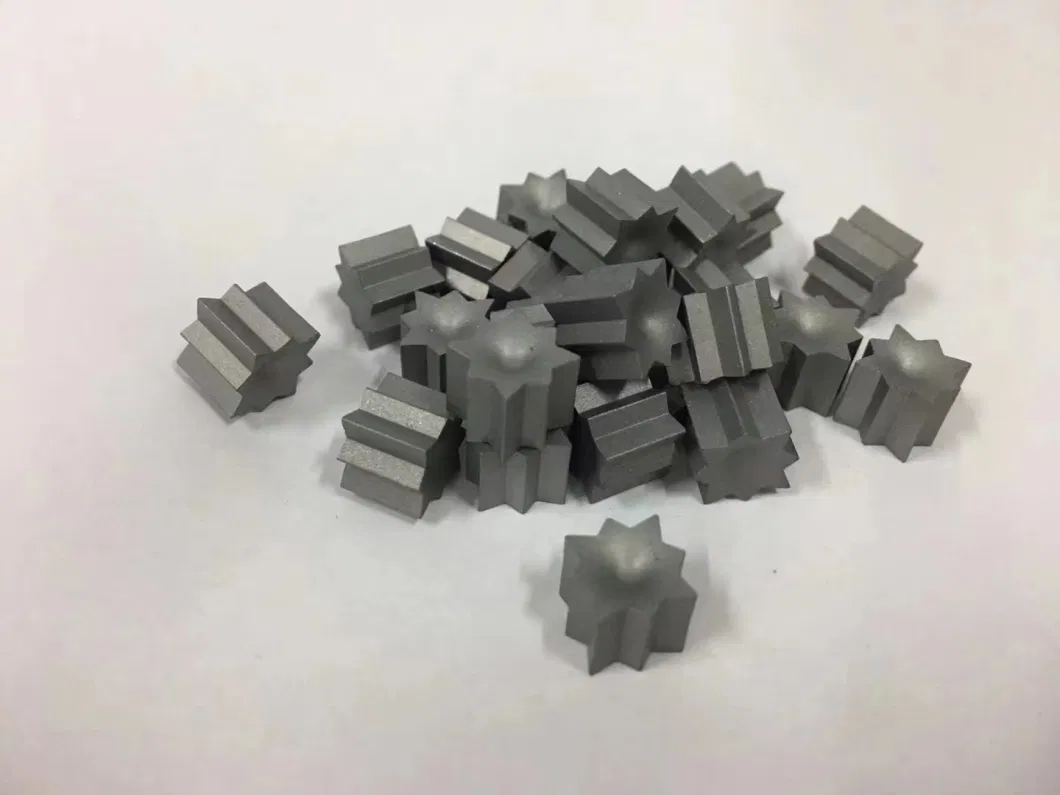
L'elettrodo in carburo cementato, noto anche come elettrodo composito in carburo cementato di tipo YD (noto anche come elettrodo di saldatura DI tipo YD, comunemente noto come MACE) è realizzato in carburo sinterizzato cementato e lega a matrice elastica. Le particelle di carburo sinterizzato sono principalmente carburo di tungsteno contenente diamante e la sua durezza può raggiungere 89-91HRA. Il metallo del corpo è generalmente una lega di "nichel-rame", la resistenza alla flessione è di circa 690Mpa e la durezza è di ≥160HB. L'elettrodo composito in carburo deve essere utilizzato in combinazione con un flusso di substrato.
È principalmente utilizzato per sovrapporre i pezzi usurati e di taglio di utilizzo in petrolio, miniere, miniere di carbone, geologia, costruzioni e altri settori. Come: Pattini di fresatura, shoescentralizer antiusura, alesatore, giunti per tubi di perforazione, fresa idraulica, fresa per aratro a lama raschiante, carotaggio drill.auger, ecc. 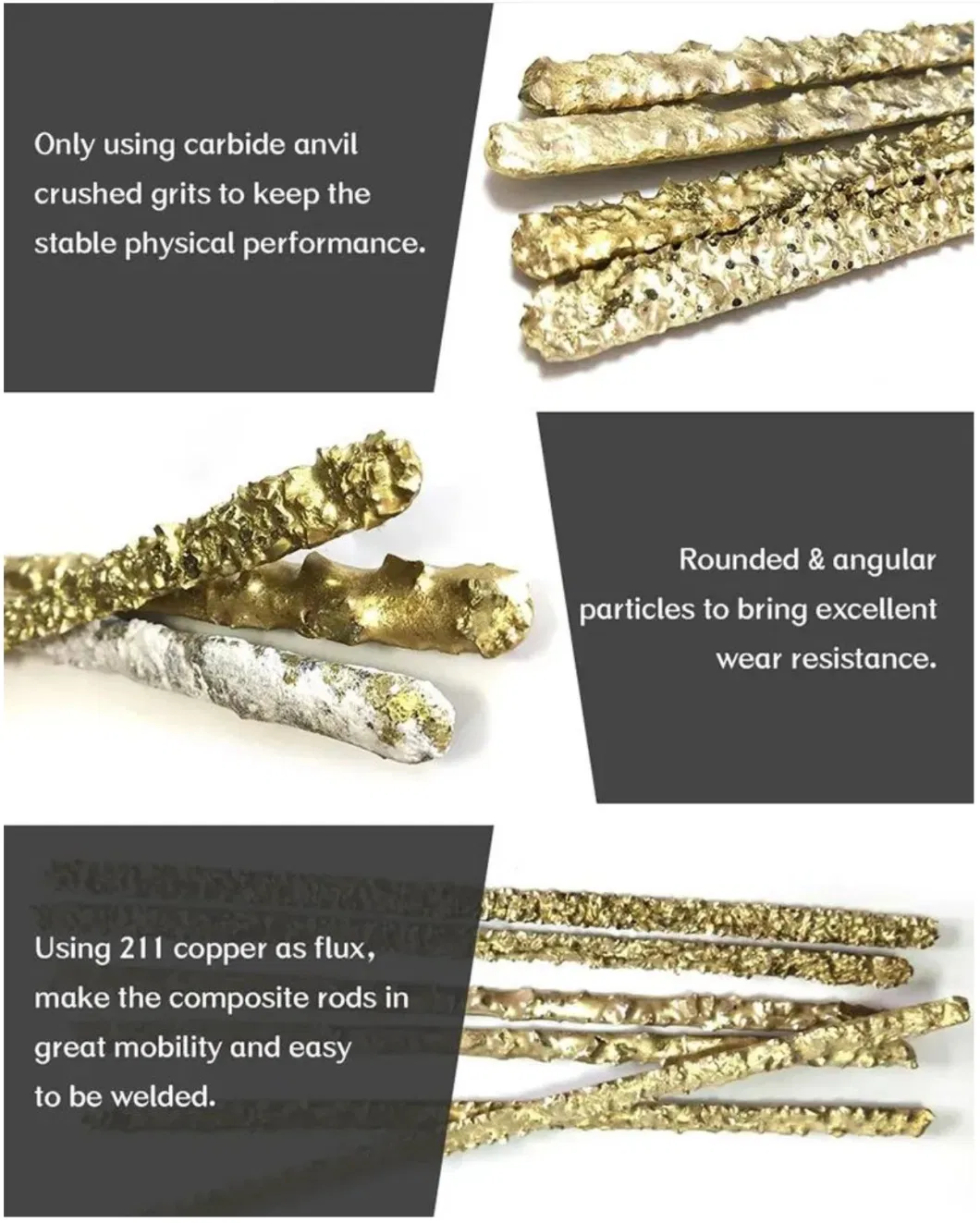 Il calcio ossiacetilene, il processo operativo è il seguente:
Il calcio ossiacetilene, il processo operativo è il seguente:
(1) pulire il pezzo, fare la superficie dei pezzi di saldatura con una lucentezza metallica.
(2) la posizione piana della saldatura, può quindi utilizzare l'apposito dispositivo di serraggio per il controllo dello spessore dello strato di rivestimento superficiale, pezzo spesso disponibile.
(3) con un preriscaldamento a fiamma neutra, il nucleo della fiamma non è a contatto con la superficie, si consiglia la distanza a 25 mm.
(4) strato di saldatura superficiale in carburo. Con la superficie dell'elettrodo DI tipo YD, l'uso della punta a fiamma neutra (può essere una fiamma leggermente carbonizzante) è stabile sul movimento della superficie del pezzo, la fiamma del riscaldamento dell'elettrodo in lega (fare attenzione a non far entrare la punta del cono di fiamma in contatto con particelle di lega), Corpo del pneumatico nella lega fusa dell'elettrodo, anche le particelle di carburo stanno cadendo. Prima che il corpo del pneumatico di solidificazione del metallo fuso, le particelle si dispongono, possono usare la mano sinistra delle dita dell'elettrodo di lega, O un'altra persona che tiene un elettrodo di base o tira la barra di grafite in una rapida agitazione particelle, rendendole uniformemente allineate ordinatamente.controllo dello spessore dello strato di rivestimento superficiale secondo i requisiti di progettazione.
(5) dopo la saldatura del pezzo, dove non c'è ventilazione, raffreddamento lento, non può spegnere, rivestimento di amianto condizionale utilizzabile.
(6) il pezzo dopo raffreddamento a temperatura ambiente, se necessario, levigare la superficie in base alla dimensione e alla forma richieste.
(7) pulire il pezzo, rimuovere eventuali schizzi, scorie, ecc. 





Composizioni:
| Grado | Black Silicon Caride grits | Ni/AG (Cu) |
| ZZT21 | 60-70% | 30-40% |
| Lunghezza aste (mm) | 280/350/450/450 |
| Diametro aste (mm) | 12/12/16/22 |
| Dimensioni grana carburo di silicio nero (mm) | 1.6-3.2 |
| 3.2-4.8 | |
| 4.8-6.4 | |
| 6.4-8 | |
| 8-9.5 |
Bacchetta di saldatura TIPO YD in funzione della dimensione delle particelle di carburo cementato, suddivisa in: Le otto qualità di alimentazione seguenti:
YD-9.5 9.5-6.5, YD-8 8 8-6.5, YD-6.5 6.5, YD-5 5 5-3, YD-3 3-2, YD-10 item 10-18 item, YD-18 item 18-30 item, YD-30 item 30-50 item.








